 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
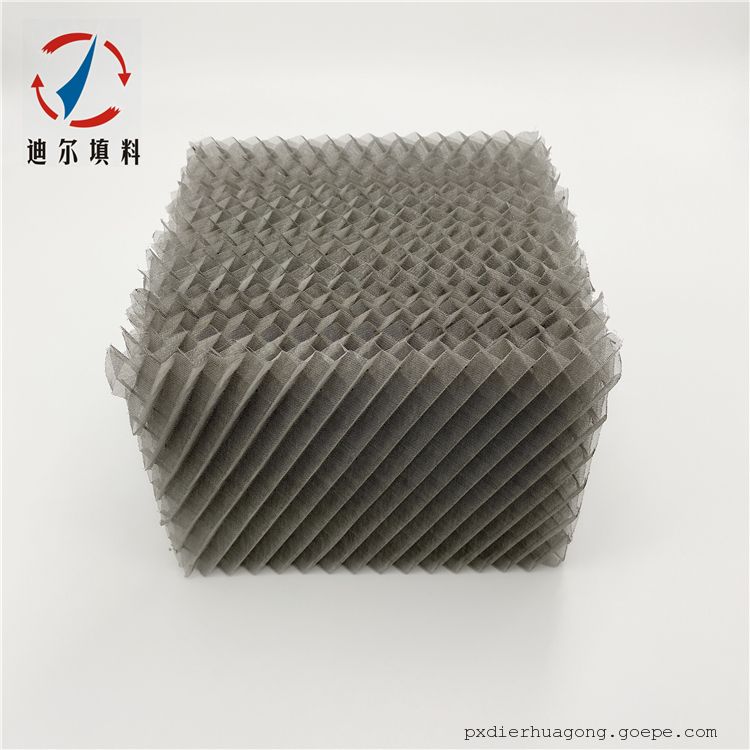
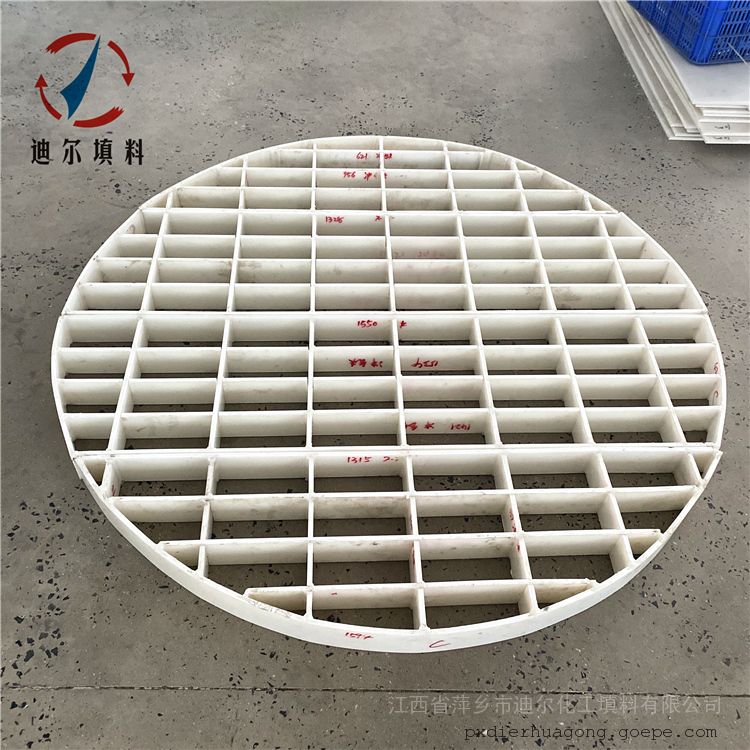
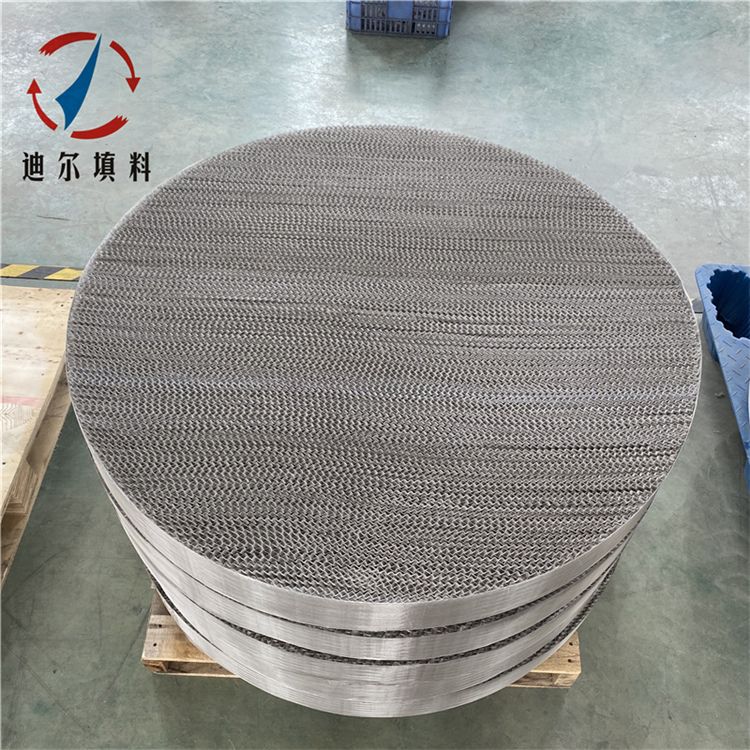
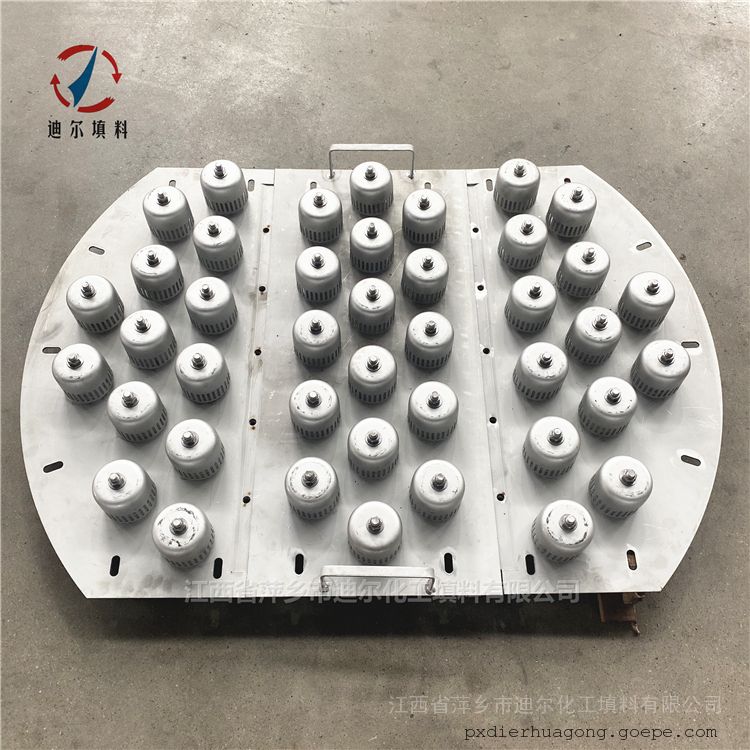
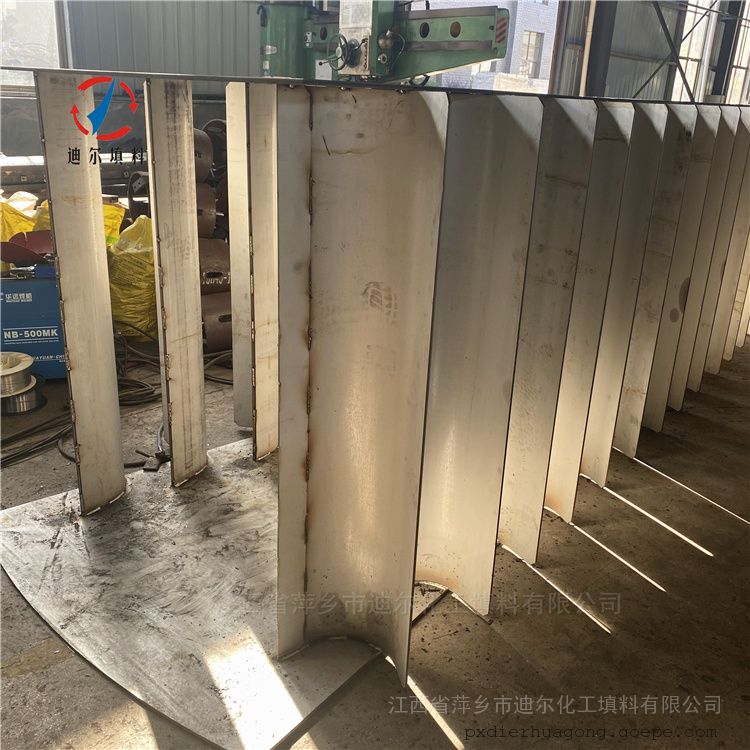
塔内件分布器工艺冲孔
2015-01-17 08:45:47 来源:熊卫江西省萍乡市迪尔化工填料*生产各种化工填料及塔内件,在塔内件加工中经常会碰到较窄的工件的冲孔加工,由于工件一侧被送料机的工件夹钳占用,通常的做法是完成一半冲孔后将工件卸下再将工件平面旋转180°。二次装夹完成剩余冲孔,这种加工方法定位精度和加工效率均不高。通过实践证明有两种加工手段可以很好地解决这个问题,*种加一个辅助件,将辅助件装夹在送料机上,然后将要加工的较窄的工件通过电焊点焊的方法连接在送料机进行冲孔,这样就可以一次定位完成所有冲孔。第二种方法是将两个较窄的工件通过电焊点焊在一起,其中一个工件在冲孔时另一工件充当其装夹部分,一件冲孔完成后,卸下将工件平面旋转180°,已完成冲孔的工件充当装夹部分,完成第二工件冲孔,这样两个工件均做到了一次装夹定位完成所有冲孔工作。这两种方法都起到了提高冲孔定位精度和加工效率的作用。
上一篇:如何选择多面空心球下一篇:格栅支撑圈的安装方法新发布 -
-

江西省萍乡市迪尔化工填料有限公司
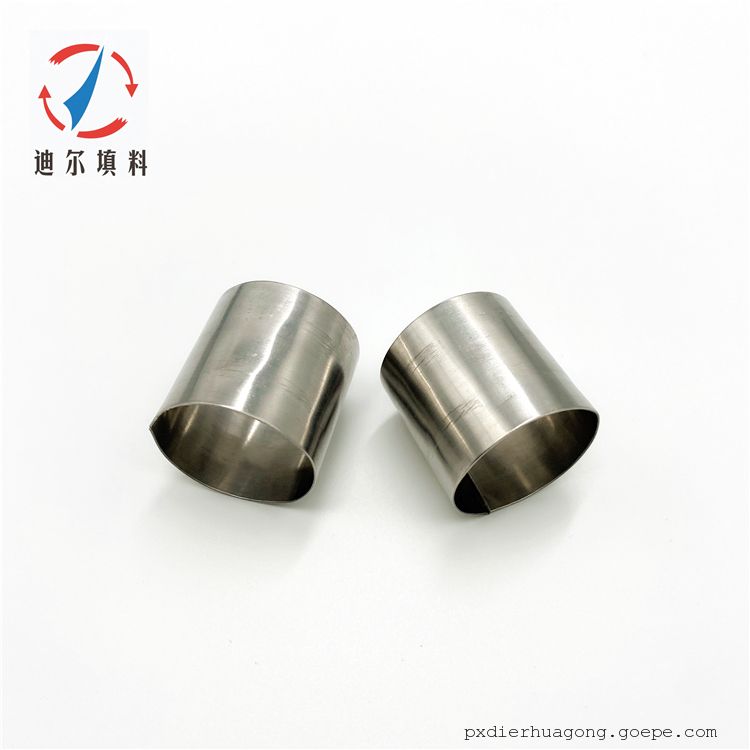
生产销售鲍尔环,阶梯环,矩鞍环,共轭环,拉西环,多面空心球,花环,瓷球,孔板波纹填料,丝网波纹,槽式分布器,气液分布器,丝网除沫器,支撑格栅等
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。江西省萍乡市迪尔化工填料有限公司 电话:15807996259/0799-6612339 手机:15807996259 地址: 萍乡市开发区新三板工业园